Nuestra Historia de Innovación y Desarrollo
Un recorrido …
2004
Fundación de TAMA
TAMA comenzó sus actividades en 2004 bajo una visión y misión de “Desarrollo de Tecnología para una mejor calidad de vida” con orientación hacia la innovación y el desarrollo tecnológico para transformar la industria metalmecánica peruana
2006
Protección de la identidad
Haz clic para ver cómo TAMA protegió su signo distintivo inscribiéndolo en el Registro de Propiedad Industrial del Instituto de Defensa de la Competencia y de la Protección de la Propiedad Intelectual (Indecopi) el 26 de febrero de 2007, un paso crucial para formalizar su identidad para empezar a consolidarse en el mercado.
2007
Primer lote de muestreadores de laboratorio
Conoce aquí nuestro primer hito en investigación y desarrollo (I&D): el diseño y fabricación muestreadores de laboratorio de cinco cucharas, una innovación completamente desarrollada en TAMA en colaboración con los ingenieros de control de calidad de una importante mina.

2009
Energía renovable y responsabilidad social
Explora aquí dos esfuerzos de TAMA para generar electricidad de maneras diferentes aprovechando a nivel experimental: uno mediante una bicicleta estacionaria y otro a través de la crianza de cuyes.
“Generación de energía eléctrica por bicicletas” es un proyecto dirigido a zonas de alta concentración de jóvenes y adultos desempleados en el que se calculó de forma experimental el aporte de energía generada por el uso de bicicletas estacionarias convirtiéndola en energía eléctrica, con un impacto relevante a nivel económico y social.

Link del video : https://www.youtube.com/watch?v=4HimiSudVII
“Generación de Energía Eléctrica por Acción Mecánica de Cuyes” proyecto diseñado con el objeto de generar alumbrado a las comunidades con tecnología LED que carecen de redes de distribución eléctrica y mejorar las relaciones con las comunidades.

Link del video : https://www.youtube.com/watch?v=Vy5UpET15vw
2009
Primer compromiso con la comunidad
En este link podrás ver cómo a través de su primera labor social para el Obispado de Ica, en TAMA pusimos en práctica nuestro principio de “devolver a la sociedad, aportando nuestros recursos, forjando ciudadanos más comprometidos con su entorno y predicar con el ejemplo” al construir un módulo de vivienda familiar de tres piezas de material noble de 4.7m ancho x 11 m de longitud.

2012
Compromiso Comunitario
En 2012 TAMA realizó su segunda labor social en Lima: la implementación del Local Comunal de la “Asociación de Viviendas Las Terrazas del Pueblo de Santa Clara”, en distrito de Ate, Lima, hecho de loza de concreto y estructura prefabricada. En nuestros primeros años, esta labor de ayuda social la hacíamos hacia afuera (en beneficio de personas externas a TAMA), pero luego nos hemos concentrado en hacerla hacia adentro, es decir, en beneficio de nuestro propio personal, en su formación y capacitación, por ejemplo.

2013
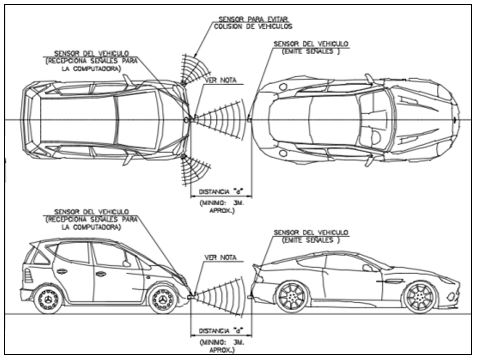
Transporte seguro
Conoce la iniciativa que TAMA ideó con el fin de busca ayudar a los conductores a conducir de forma segura en el tráfico aprovechando mejor su tiempo, el “Sistema automático de conducción en congestión vehicular”.
2014
Desarrollo industrial con impacto académico
Accede aquí a nuestra publicación “Fundamentos y Resultados Experimentales Alivio de tensiones residuales mediante vibraciones subarmónicas en uniones soldadas de acero al carbono” que marcó una pauta en la industria metalmecánica y en el ámbito académico generado un procedimiento alternativo para el alivio de tensiones. Esta investigación proporcionó una valiosa contribución al cuerpo de conocimientos en metalmecánica demostrando su capacidad para aplicar los hallazgos de la investigación académica a soluciones industriales prácticas.

2015
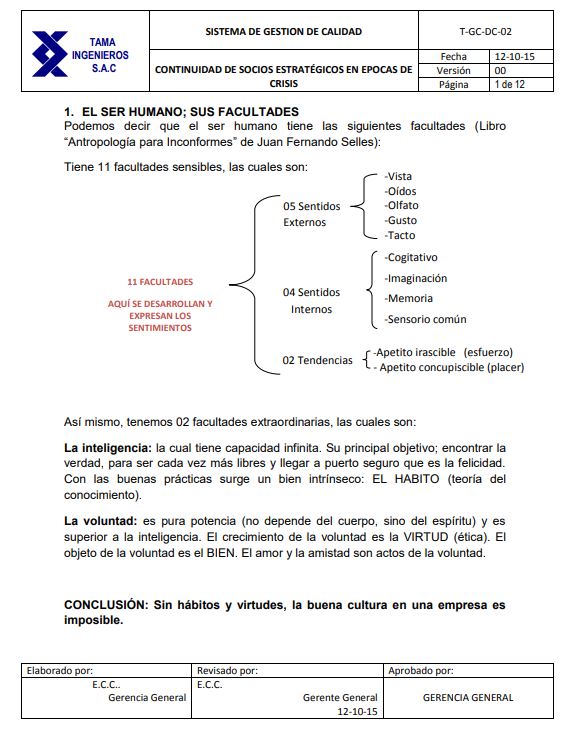
Continuidad de socios estratégicos en épocas de crisis
En el 2015 desarrollamos nuestro primer informe para nuestros clientes, con un análisis transversal, es decir no solo se analiza la parte técnica (coyuntura del mercado, precios, exigencias técnicas, etc.), también la parte conceptual de lo que es el ser humano, sus limitaciones y fortalezas… luego con el tiempo, estos conceptos se siguen madurando, teniendo al 2024 nuestro primer informe de sostenibilidad (ver capítulo de sostenibilidad en nuestra página web).
2017
Año de nuestro compromiso con la academia y de nuestro primer muestreador automático de concentrados
Este año, TAMA llevó su compromiso con la academia un paso más allá convirtiéndola en la tesis “Alivio de tensiones mediante vibraciones subarmónicas en uniones soldadas de acero al carbono” publicada por la Pontificia Universidad Católica del Perú.

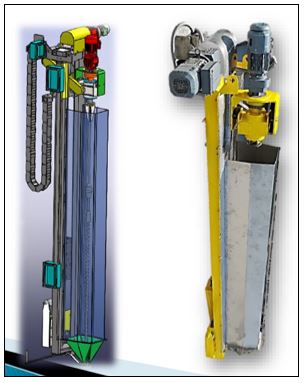
TAMA diseñó y fabricó un muestreador de concentrado de mineral, que permite extraer muestras de concentrados de mineral desde los vagones de forma automática, cómoda y segura, mediante una lanza helicoidal vibratoria. Conoce más detalles en este link:
2018
Mejora de tecnología de muestreadores
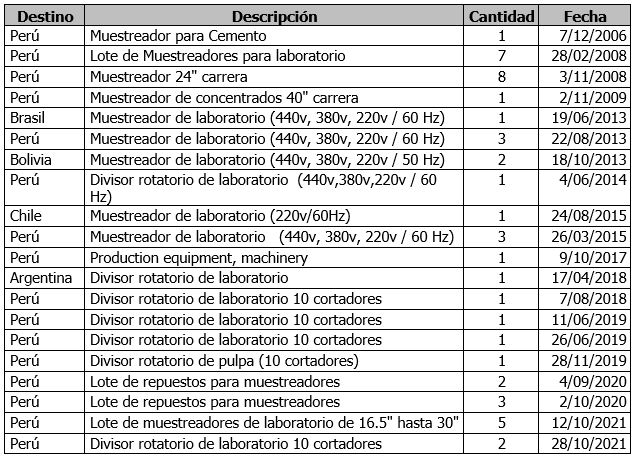
Observa cómo TAMA mejoró la tecnología de sus muestreadores de laboratorio con hasta 10 cucharas producidos para la industria minera, metalúrgica y cementera de Argentina, Brasil, Bolivia, Chile, y Perú.
2020
SAP Business One
En 2020 pusimos en marcha el ERP SAP Business One que ha mejorado la eficiencia en los procesos de gestión de TAMA.
2023
Informe de variación de precios(2023)
ver más…
2024
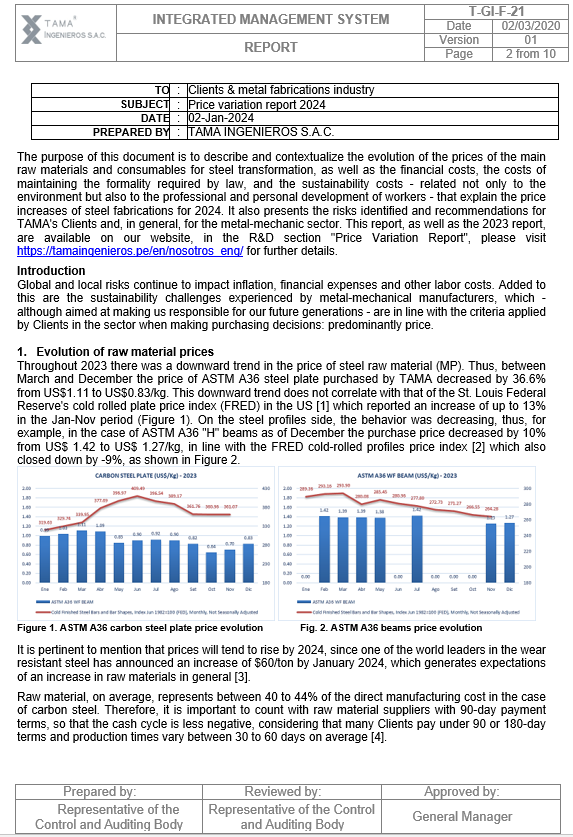
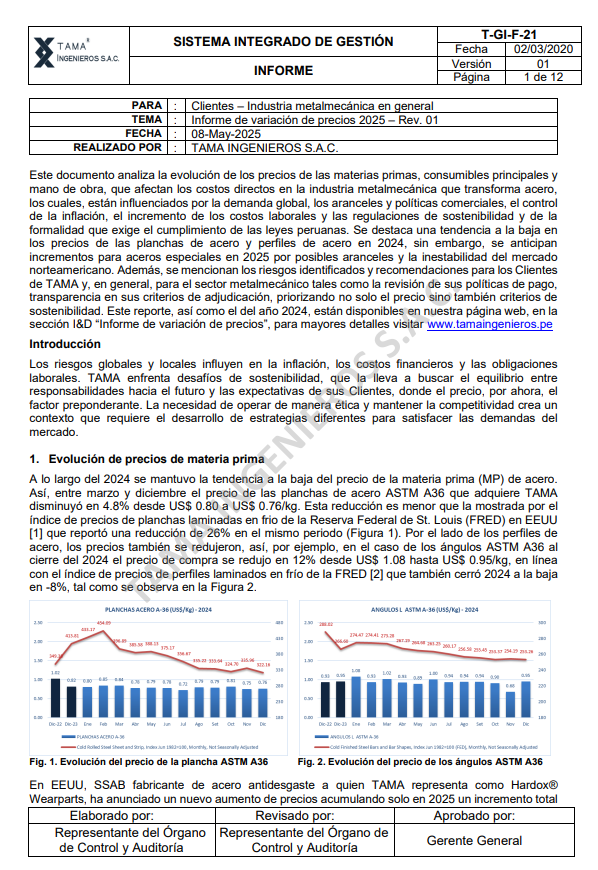
Informe de variación de precios(2024)
Parihuelas metálicas a partir de acero de merma y/o chatarra
ver más…
Infórmate sobre el más reciente proyecto de TAMA que busca un equilibrio entre la industria y el medio ambiente, desarrollando una iniciativa para reemplazar los embalajes de madera por acero de merma o chatarra y así reducir la huella de carbono, los residuos peligrosos y la deforestación.
- Primer informe avance en uso de parihuelas metálicas abril 2024
- Anexo N°1: T-GG-F-09 Huella Carbono TAMA 2023
- Anexo N°2: Reporte Huella Carbono TAMA 2023
- Anexo N°3: T-GI-F-21 Informe Calculo Arboles
- Anexo N°4: T-GI-F-21 Tipos de embalaje: 10 casos
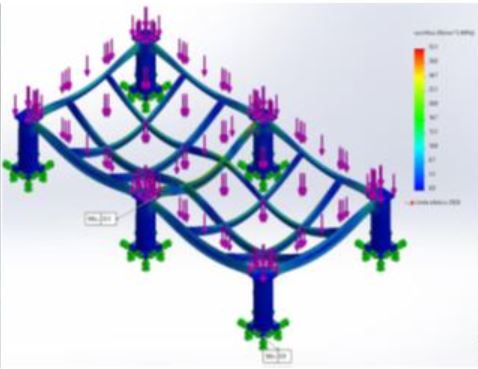
- Anexo N°5: Memoria de Cálculo Parihuela (Rev. C)
- Anexo N°6: Memoria de Cálculo Parihuela (Rev. D)
- Anexo N°8: Certificado de manejo de residuos peligrosos 2023
- Anexo N°9: Costos de parihuelas
2025
Informe de variación de precios(2025)
2026
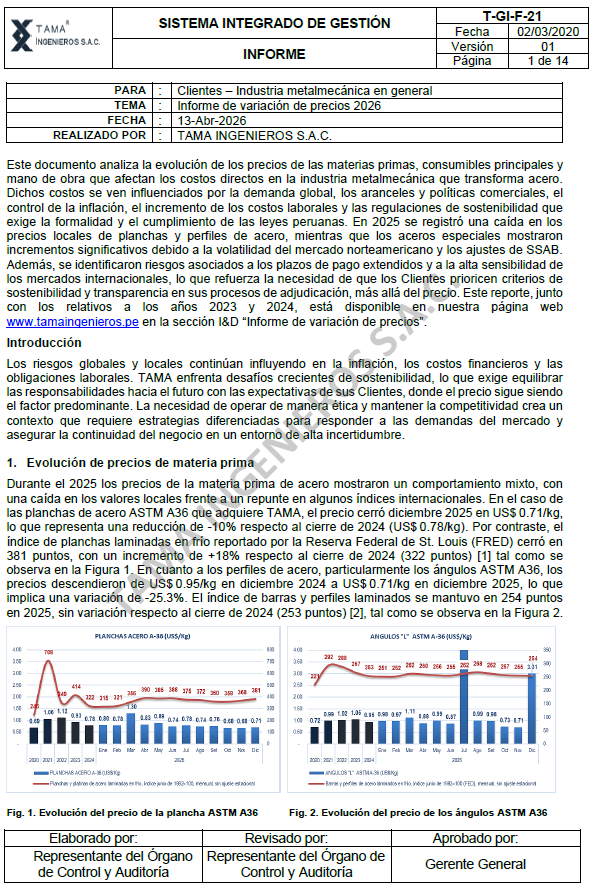
Informe de variación de precios(2026)
Calle 3, Mz.B, Lt.1, Urbanización Barbadillo, Ate, 150103, Lima, Perú
Calle 3, Mz.B, Lt.1, Urbanización Barbadillo, Ate, 150103, Lima, Perú
2023 | TAMA INGENIEROS S.A.C. ® | www.tamaingenieros.pe