SUB-HARMONIC VIBRATION STRESS RELIEF IN CARBON STEEL WELDED JOINTS.
see more...

“Thesis: Sub-harmonic vibration stress relief in carbon steel welded joints”
see more...
“Copy and paste this rout in your web browser to access to the official source
https://tesis.pucp.edu.pe/repositorio/handle/20.500.12404/8639″
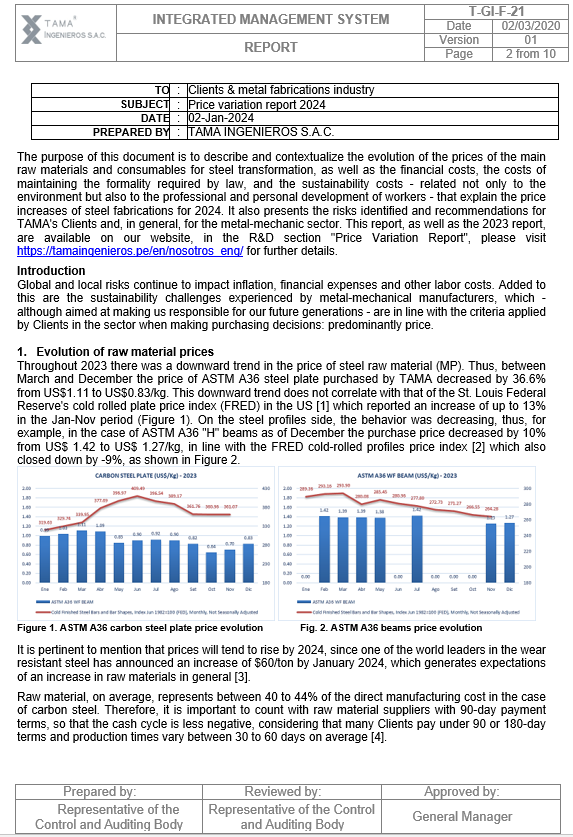
PRICES VARIATION REPORT 2024
see more...
PRICES VARIATION REPORT 2023
see more...
